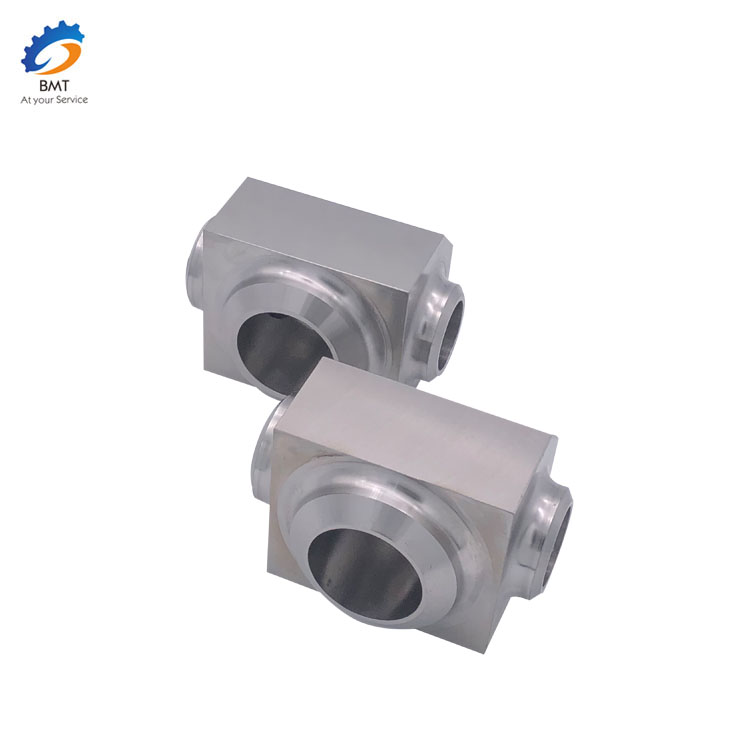
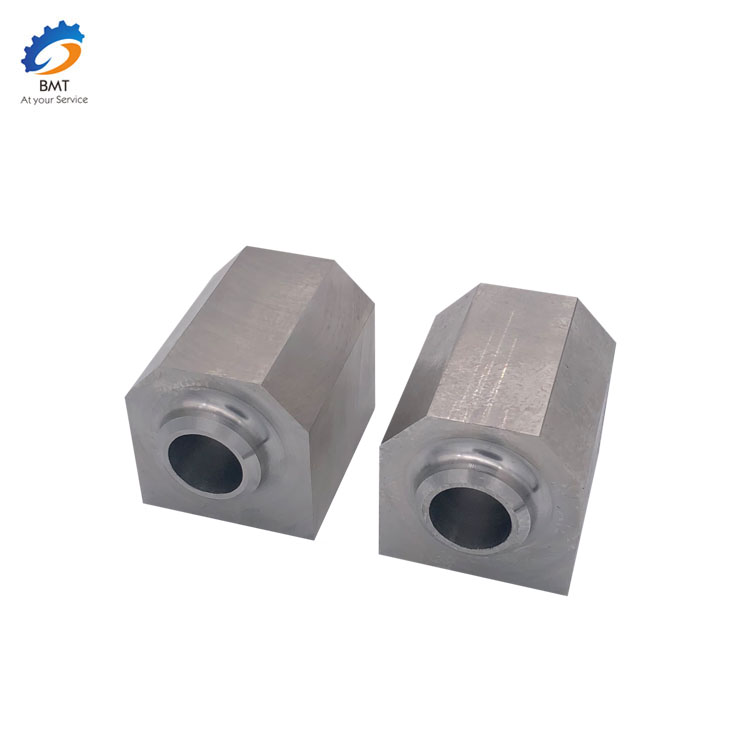
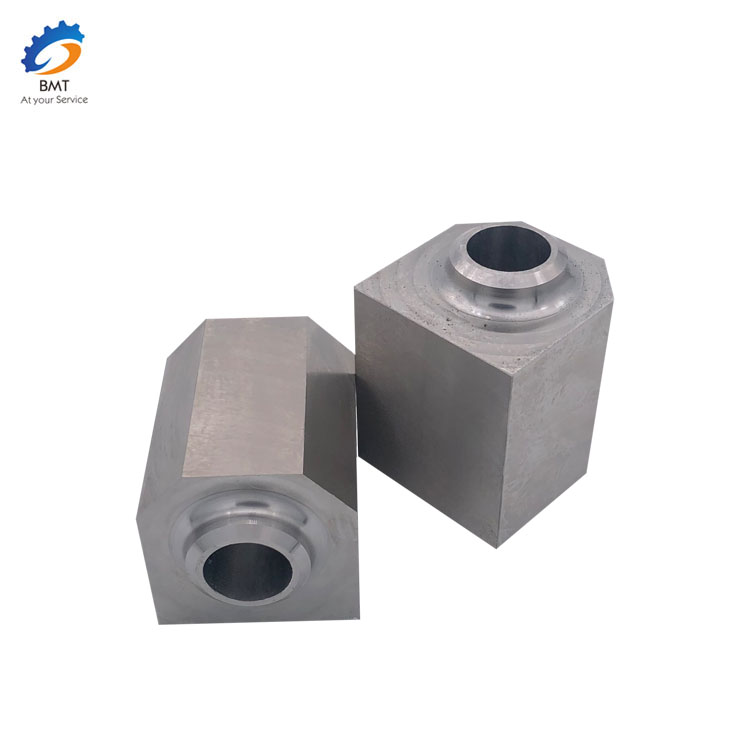
ICandelo le-Auto ye-CNC uMvelisi oyiNgcali
I-BMT igxile kumatshini ochanekileyo, ukusetyenzwa kwamalungu angengomgangatho, ukusetyenzwa kwamalungu amaninzi e-CNC, ukusetyenzwa kwamanani eenxalenye zemoto, i-batch titanium alloy kwi-high precision parts processing, i-shaft parts processing, i-semiconductor yezixhobo zokusebenza, njl. njl., inamava atyebileyo, ixhotyiswe kunye neziko lomatshini we-CNC, i-CNC lathes, ukusika ucingo, umatshini wokugaya, umatshini wokugaya, oqingqiweyo, izixhobo ezintathu zokulungelelanisa izixhobo zokulinganisa, isixhobo sokulinganisa ubude kunye nezinye izixhobo ezichanekileyo zokuvelisa kunye nokufumanisa.

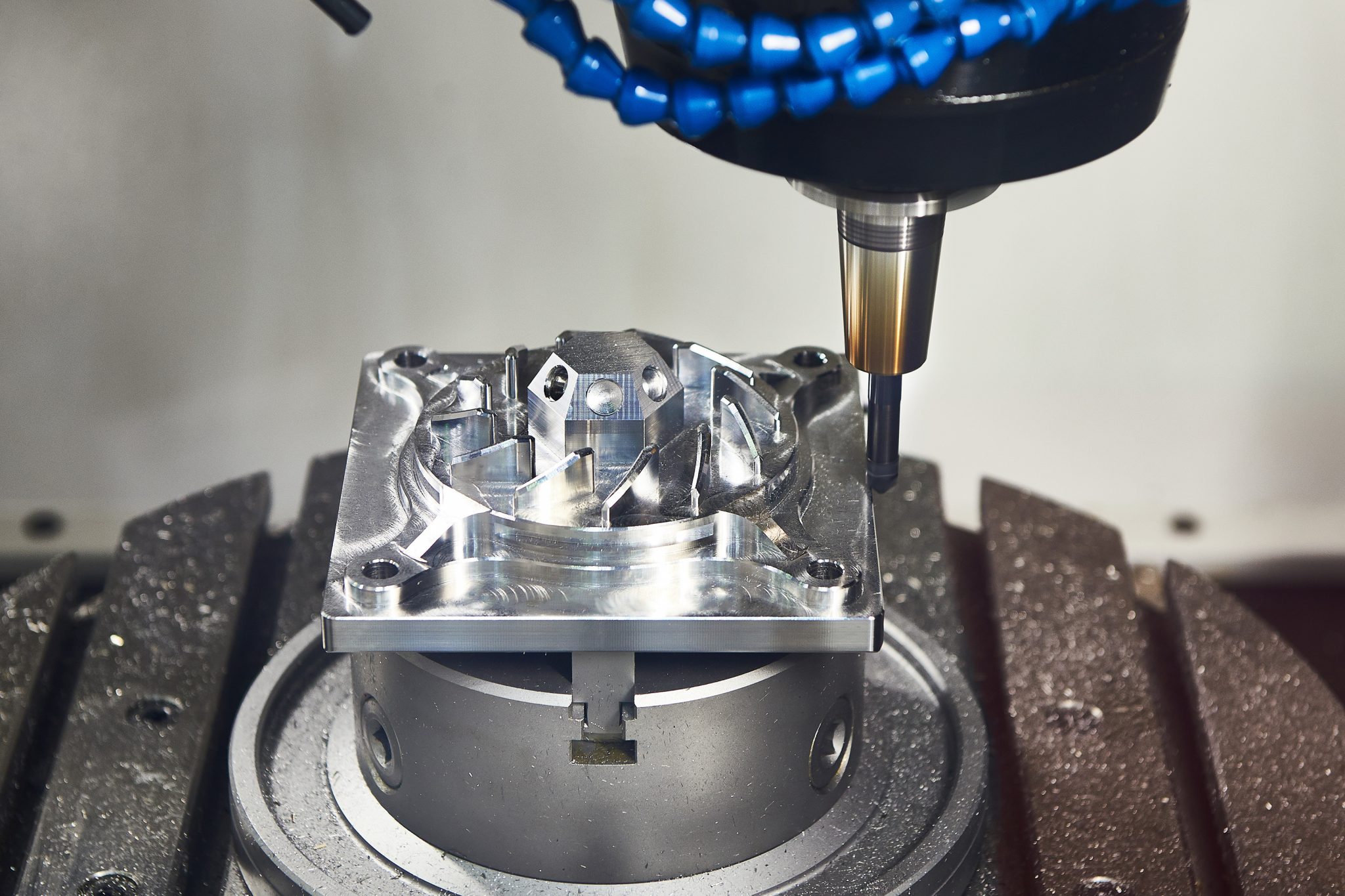
1. Hlalutya imizobo yokucubungula kwaye unqume inkqubo yokucubungula
Ngokwemizobo yokucubungula ebonelelwa ngumthengi, abasebenzi benkqubo banokuhlalutya ubume, ukuchaneka komgangatho, uburhabaxa bomphezulu, izixhobo zokusebenza, uhlobo olungenanto kunye nemeko yonyango lobushushu lwamalungu, emva koko ukhethe isixhobo somatshini, isixhobo, ukugqiba indawo yokubeka i-clamping. isixhobo, indlela yokucubungula, ukulandelelana kwenkqubo kunye nobukhulu bedosi yokusika. Kwinkqubo yokumisela inkqubo yomatshini, umsebenzi womyalelo wesixhobo somatshini we-CNC kufuneka uqwalaselwe ngokupheleleyo, unike umdlalo opheleleyo ekusebenzeni kakuhle kwesixhobo somatshini, ukwenzela ukuba indlela yokucubungula ingqiqo, amaxesha ambalwa eemela kunye nexesha elifutshane lokucubungula.

2. Bala ixabiso lolungelelwaniso lwendlela yesixhobo ngokufanelekileyo
Ngokutsho kobukhulu bejometri yecandelo lomatshini kunye nenkqubo yokulungelelanisa inkqubo, indlela yokunyakaza yeziko lomzila we-cutter ibalwa, kwaye yonke idatha yendawo ye-cutter ifunyenwe. Inkqubo ye-CNC ngokubanzi inomsebenzi we-linear interpolation kunye ne-interpolation yesetyhula, kwiindawo ezilula zeplani zemilo, ezifana neengxenye zomgca kunye ne-arc contour machining, kufuneka kuphela ukubala izinto zejometri zesiqalo kunye nendawo yokuphela, i-arc ejikelezayo yesangqa. okanye ireyidi ye-arc ejikelezayo), inqaku le-geometrical yesiphambuka sendawo okanye amaxabiso alungelelaniswayo. Ukuba inkqubo ye-nc ayinawo umsebenzi wembuyekezo yesixhobo, ixabiso lolungelelwaniso lwesixhobo seziko lesixhobo kufuneka libalwe. Kumalungu anemilo entsonkothileyo (njengamalungu aqulunqwe ngegophe elingeyiyo-esetyhula kunye nomphezulu), kuyimfuneko ukusebenzisa icandelo lomgca othe ngqo (okanye icandelo le-arc) ukuqikelela igophe okanye umphezulu wokwenene, kwaye ubale ixabiso lokulungelelanisa iindawo ngokungqinelana nokuchaneka komatshini ofunekayo.
3. Bhala inkqubo yomatshini ye-CNC yamacandelo
Ngokweenxalenye zendlela yemela ukubala idatha yendlela yesixhobo kunye neeparameters zenkqubo ziye zamiselwa kunye nezenzo ezincedisayo, abasebenzi beprogram banokuhambelana nokusetyenziswa kwenkqubo yokulawula i-NUMERICAL echazwe kwimiyalelo yokusebenza kunye nefomathi yeprogram, icandelo ngo-. icandelo ukubhala iinxalenye zenkqubo yokuqhubela phambili. Ingqalelo kufuneka ihlawulwe: okokuqala, umgangatho wokubhalwa kweprogram kufuneka kube lula ukuvakalisa nokunxibelelana; Okwesibini, ekusebenziseni isixhobo somatshini we-CNC kunye nemiyalelo ngesiseko solwazi olupheleleyo, umyalelo wokusetyenziswa kwezakhono, izakhono zokucwangcisa.






